производственно - сбытового потенциала Годовой объем производства 6000 тонн
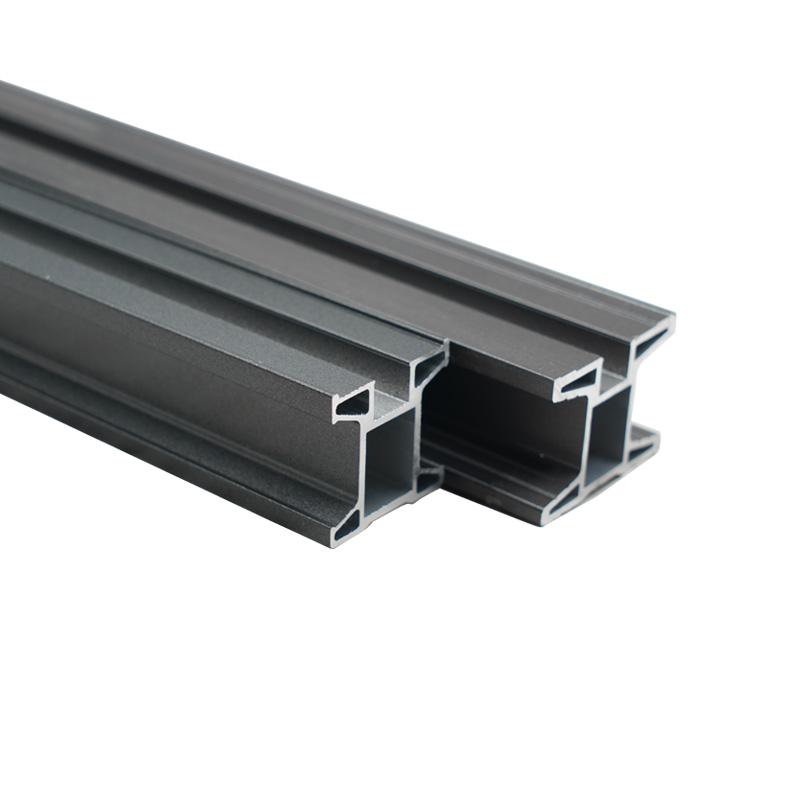
Алюминиевый промышленный радиатор может максимально увеличить рассеивание тепла.
Алюминиевые профили необходимы в различных областях, таких как автомобилестроение, строительство и электроника.
Процесс производства алюминиевых экструзионных профилей
1. Подготовка заготовки: слиток алюминиевого сплава (серия 6xxx), нагретый до температуры размягчения 400-500℃.
2. Экструзионное формование: протолкните алюминиевую заготовку через матрицу, чтобы сформировать требуемую форму поперечного сечения с помощью гидравлического пресса усилием 10–200 МН.
Основные параметры: коэффициент экструзии от 10:1 до 100:1, скорость экструзии 5-50 м/мин.
3. Охлаждение и правка: охлаждение на воздухе или закалка в воде, термообработка T5/T6, правка для устранения деформации.
4. Обработка поверхности: анодирование - повышение твердости/коррозионной стойкости алюминиевых экструзионных профилей, красивый защитный процесс - порошковое напыление, электрофоретическое покрытие.
Сравнение распространенных марок алюминиевых сплавов и их характеристик
Оценка
Характеристики
Типичные применения
6063
Высокая пластичность, легко анодируется
Двери и окна для зданий, алюминий Промышленный радиатор
Выбор и проектирование алюминиевых экструзионных профилей
Оптимизация поперечного сечения: сотовая конструкция, полая структура для снижения веса и повышения жесткости на изгиб. Контроль затрат: упрощение сложности пресс-формы и снижение требуемых затрат. Выбор обработки поверхности: в наружных условиях рекомендуется анодирование. Алюминиевые экструзионные профили для строительной промышленности требуют толщины пленки АА15 или выше. С развитием новых энергетических транспортных средств, продвижением экологичных зданий и растущим спросом на прецизионную электронику процесс алюминиевых экструзионных профилей движется в сторону устойчивого развития и достижения более точного и диверсифицированного прогресса.
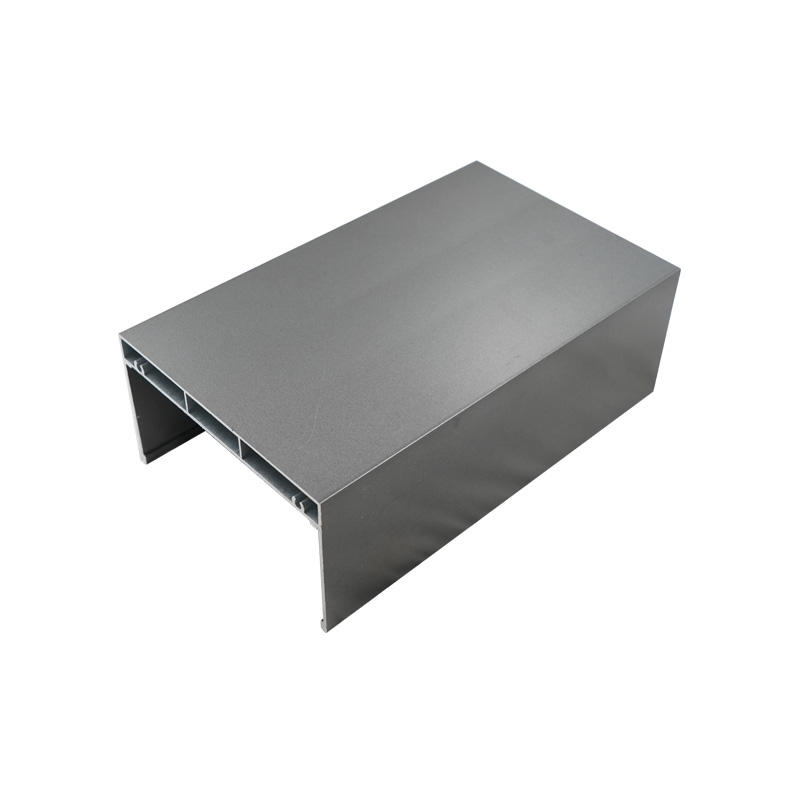
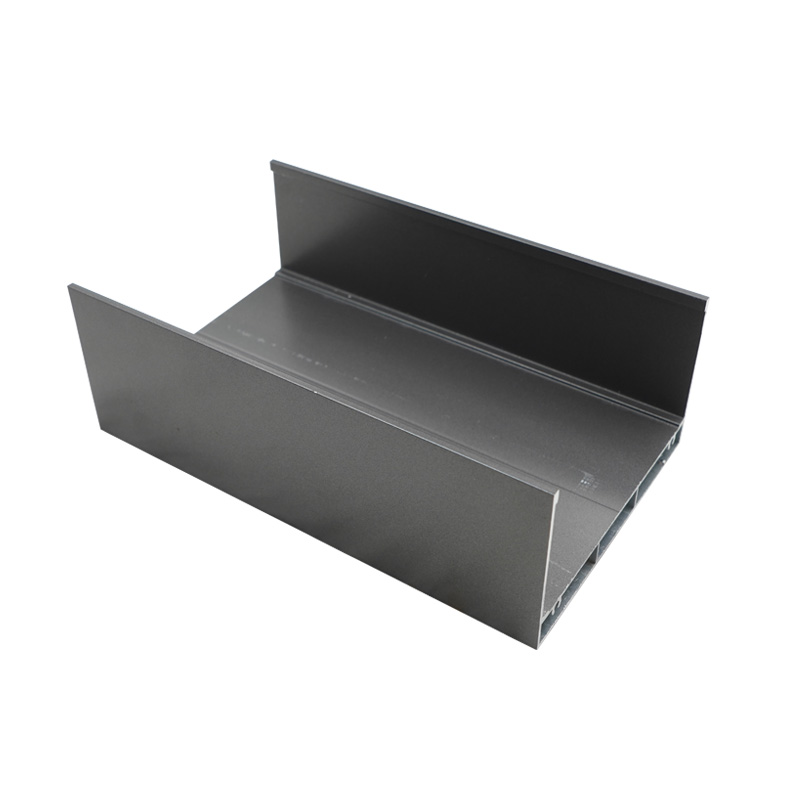
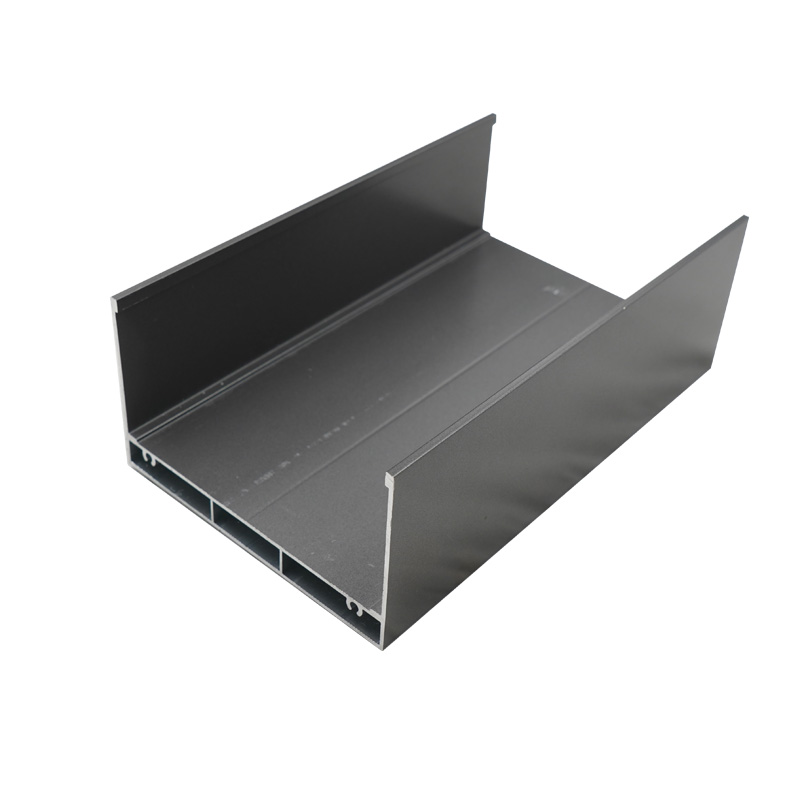
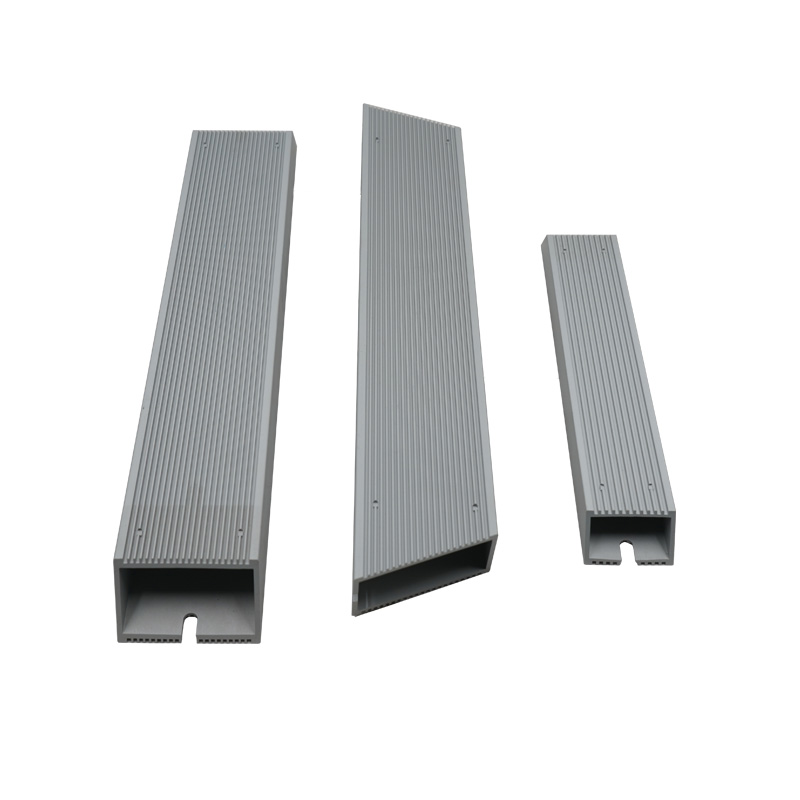
Алюминиевый щелевой радиатор
Алюминиевый щелевой радиатор представляет собой открытую желобчатую конструкцию рассеивания тепла, изготовленную методом экструзии алюминия, которая используется в алюминиевых промышленных радиаторах, электронике, светодиодах, силовых модулях и других сценах. Его ядром является конструкция канала, которая является легкой и способствует конвекционному рассеиванию тепла.
1. Стандартный U-образный щелевой радиатор: блок питания светодиодного драйвера, радиатор с естественной конвекцией, ширина щели обычно составляет 5–20 мм, глубина — 10–50 мм.
2. Многослотовый параллельный радиатор: модуль БТИЗ, устройство высокой мощности, многослотовая конструкция, может использоваться с вентилятором для принудительного охлаждения.
3. Индивидуальный щелевой радиатор специальной формы: алюминиевый промышленный радиатор или радиаторы для аэрокосмической отрасли, специальные секции волнистых и зигзагообразных канавок для уменьшения помех воздушному потоку.